TIG welding is a process that uses an arc of electricity to melt metal onto the surface being welded. This technique allows for more control than other processes, but it is also more difficult and time-consuming. Tig welding has many advantages over other types of welding because it can be used in any position, requires very little preparation before starting, and does not require filler material when joining pieces together.
There are three primary methods for tig welding: gas tungsten arc (GTA), plasma arc (PA), or electron beam (EB). The electrons from the EB machine reach temperatures up to 100 times hotter than those produced by GTA machines, which makes them ideal for high-quality precision work. This type of tig welder is also known as a tig welding machine.
What is TIG Welding?
Tig welding is a welding process that uses a tungsten electrode to produce the weld. The tungsten electrode is heated to a high temperature by an electrical current, causing it to melt and form a pool of molten metal. The molten puddle of metal is then drawn across the gap between the metals being welded together. Tig welding is typically done manually and is considered a “clean” method of welding.
In comparison to other types of welding, tig offers less spatter and better control over the temperature being used. The process also requires less cleanup than other types of welding since it creates a more refined puddle that doesn’t require as much grinding. Tig welding is considered one of the most efficient ways to produce metal welds.
It has been adopted by many automobile companies, including BMW, Volkswagen, and Mercedes-Benz. However, it also requires a steady hand and expensive equipment that makes it less accessible for smaller businesses.
Tungsten electrodes should be stored in a dry, clean location and kept away from other metals to prevent contamination. These electrodes should also be wrapped in tape before storage because even the smallest scratch can cause them to lose their effectiveness during welding.
How Does TIG Welding Work?
Tig welding features many differences from arc welding. When the material being welded is not flat, such as pipes or tubing, arc welding can produce an uneven weld; whereas, with tig welding, the resulting weld will be more even and complete.
Arc welding involves two arcs: one that creates a continuous circuit and another that jumps from one electrode to another. With each jump, the arc melts the workpiece and then draws more material into the arc for melting. This type of welding creates a large number of joints, known as toes, that are not complete.
A tig torch has only one arc and works by passing current along a path from the workpiece through the electrode to an earth clamp or ground rod. It is simple in design but precise. The equipment used for this type of welding is more expensive than the equipment used for arc welding because of the added cost of a transformer and rectifier.
Tig Welding is one type of metal welding process that uses a high-frequency welder to pass electrical current between a tungsten electrode and the parent material at high frequency to create an electric arc. This electric arc melts the materials, which results in a molten puddle of metal that is then drawn across the gap between the parent materials and results in a solid weld.
Advantages of tig welding over other processes
There are several advantages of tig welding over other welding processes.
Tig welding is much cleaner than other welding processes and produces fewer sparks and fumes.
It is also a more precise welding process and can be used to weld very thin metals.
It is a more versatile welding process, as it can be used to weld most metals.
Tig welding can also produce very high-quality welds, making it great for industrial applications.
The electrodes last much longer than other types of electrode wire, and the electrodes are easy to handle and use without causing damage to the electrode.
Tig welding also requires fewer pieces of equipment than other welding processes, as it does not require a separate shielding gas source or a separate electrical power source.
It is the most popular welding process for automotive applications.
Different types of tig welders (GTA, PAA, EB)
I’m going to do a quick summary of three different types of tig welders: GTA, PAA, and EB. GTA refers to gas tungsten arc welding – the term “GTA” is derived from the way this process is usually started by touching a hot wire to the surface of the electrode. The molten metal from the electrode melts a hole through a protective wrapper on a metal rod called a filler wire or stud wire. The filler wire, also known as a stud wire, provides electrical contact between the tungsten electrode and the workpiece being welded.
PAA is short for pulsating atmospheric air-arc welding. In PAA, an arc is established between an inert electrode and the workpiece being welded. Shielding gas is fed from a hose to the arc through an opening in the cover glass of the welding torch, where it mixes with metal vapor from the electrode and forms a plasma. In EB, or electron beam welding, focusing on an electron beam heats the surface of a filler rod as opposed to heating it with a flame or a high-frequency electrical current. The electron beam melts the filler wire, which is then drawn down into the joint to form a pool of molten metal.
In terms of which process is more desirable, it really depends on factors such as cost and appearance. For example, GTA is typically cheaper and easier than PAA and EB in terms of the equipment needed. EB is typically more expensive and difficult for beginner welders to learn, while PAA tends to be a happy medium between the two.
In terms of appearance: GTA is harder to blend than the other two processes but results in a longer weld bead that makes it beneficial when welding sheet metal or thin materials. Also, if there are any gaps in GTA welding, the two pieces of metal can be ground flush to produce a smooth surface. PAA tends to produce a smoother finish than EB, which is especially beneficial for fillet welds.
The one advantage that EB has over the other two processes is that it provides greater penetration in thicker materials. Also, since both the electrode and the filler wire are melted by EB, there is no need for shielding gas.
Power Source of TIG Welding
The power source for tig welding can be either AC or DC. AC welding is more forgiving than DC welding, as it is less likely to cause weld defects. However, DC welding produces a stronger weld.
Arc Starting
Arc starting is the process of creating the initial spark that starts the welding process.
There are a number of different arc starting methods, each with its own advantages and disadvantages.
The most common arc starting methods are:
– Touch start: This is the most common method, where the electrode is touched to the workpiece to create the spark.
– HF start: A high-frequency voltage is applied to the electrode to create the spark.
– Pilot Arc: A small arc is created between the electrode and the workpiece before the main welding arc is started.
– AC Reverse Polarity Start: The electrode is welded to the workpiece to start the arc.
Arc Control
Arc control is used to maintain a constant welding arc throughout the welding process, especially when heavy sections are being welded.
A number of strategies can be used for arc control. One method uses an electrode that erodes progressively, providing an extended arc that is able to puddle through heavier sections; for this reason, the electrode is called a drag or filler rod.
This method does not work well with alternating current (AC) welding power supplies, because the high frequency causes electrodes to wear more quickly.
A second method uses an electrode holder with a sliding contact to regulate the arc length.
A third method uses hand-held electrodes with electrodes of varying lengths, which are switched during welding.
Another way to maintain an arc involves using two welding machines connected in series, one running straight polarity and the other reverse polarity. This significantly increases the voltage being used in order to maintain the arc, making arc control easier.
Arc stability
Arc stability is important when welding thin sheet metal, which needs to be heated evenly across its cross-section. An arc that fluctuates in size and position will tend to burn through the metal at the hottest points, resulting in a non-uniform weld bead. To prevent this, several arc stability strategies can be used.
These include using pulsed current, which limits the arc length to small sections of the electrode; intermittent motion between electrode and workpiece; and high frequency for small electrode-to-workpiece gap sizes.
Filler metal selection
Filler metal is used to make up for the difference between the width of a weld and that of its heat-affected zone.
The filler metal also balances out any lack of fusion on either side of the joint to be welded.
For the majority of welding processes, this filler metal is selected from materials that are alloys of the parent metals being welded.
Tungsten inert gas (TIG) welding uses filler metals that have a high content of thorium or one of its rare-earth oxides. This has the effect of increasing the electrical conductivity of the molten weld pool, helping to balance out any lack of fusion near the toes of a TIG weld.
Filler metal choices for TIG welding are usually made from the same materials as those used in oxyacetylene welding processes, which include steel filler rods and aluminum or copper rods.
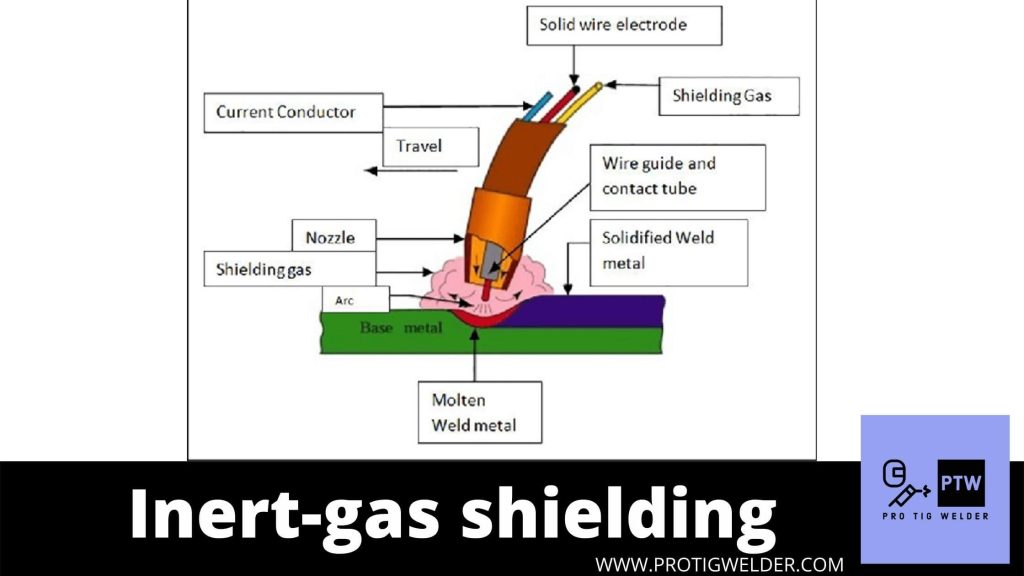
Inert-gas shielding
Inert-gas shielding is used to prevent atmospheric gases from entering a welding arc and contaminating the resulting weld. Inert-gas shielding for TIG welding uses either argon or helium as a shielding gas.
The most common method of supplying inert gas is through a hose that delivers it directly to the area being welded, rather than through a welding torch. Many different types of equipment are used to supply inert-gas shielding, including regulators in which the gas is regulated at high pressure.
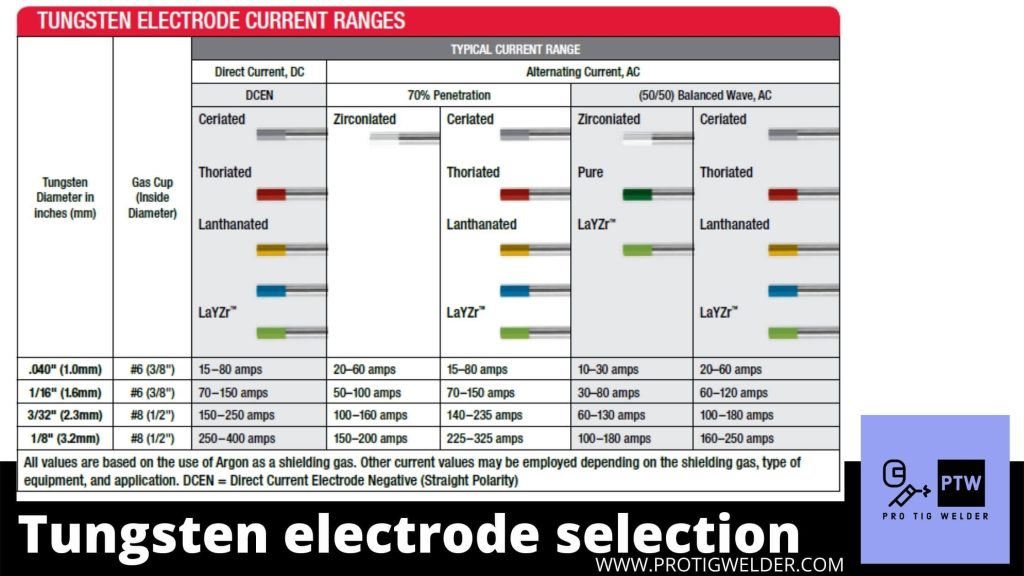
Tungsten electrode selection
The electrodes used in TIG welding are produced from materials such as pure tungsten metal or alloys containing between 1 and 10% tungsten. The most common alloy is made from 97% tungsten and 3% thorium oxide, which increases the electrical conductivity of the weld pool and helps to balance out any lack of fusion at the toes of a TIG weld.
In addition, this alloy has a low spatter level and makes the arc more stable. Electrodes made from pure tungsten are more expensive than those made from alloys but produce a higher-quality weld and less spatter.










 | [Complete Guide]")

